Who We Are
Explore our History →
Precision Metal Casting Experts
ICMI operates a fully integrated foundry system covering engineering design, pattern making, casting, machining, and finishing under strict quality control.
We exist to deliver engineered metal casting solutions built with decades of metallurgical expertise. We integrate advanced process control, precision machining, and rigorous quality assurance to help clients reduce lead times, improve performance, and ensure zero-defect delivery.
Core Process
Design → Pattern → Cast → Machine
Quality
ISO Certified & Full Traceability

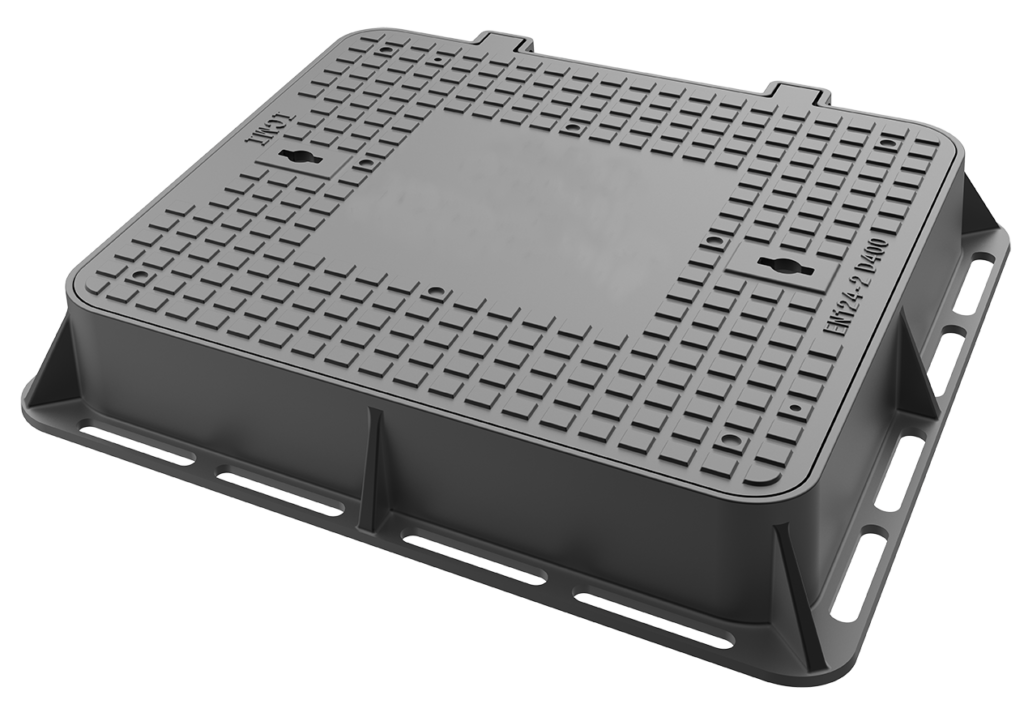
Product Portfolio
Engineered ductile iron solutions manufactured to international standards

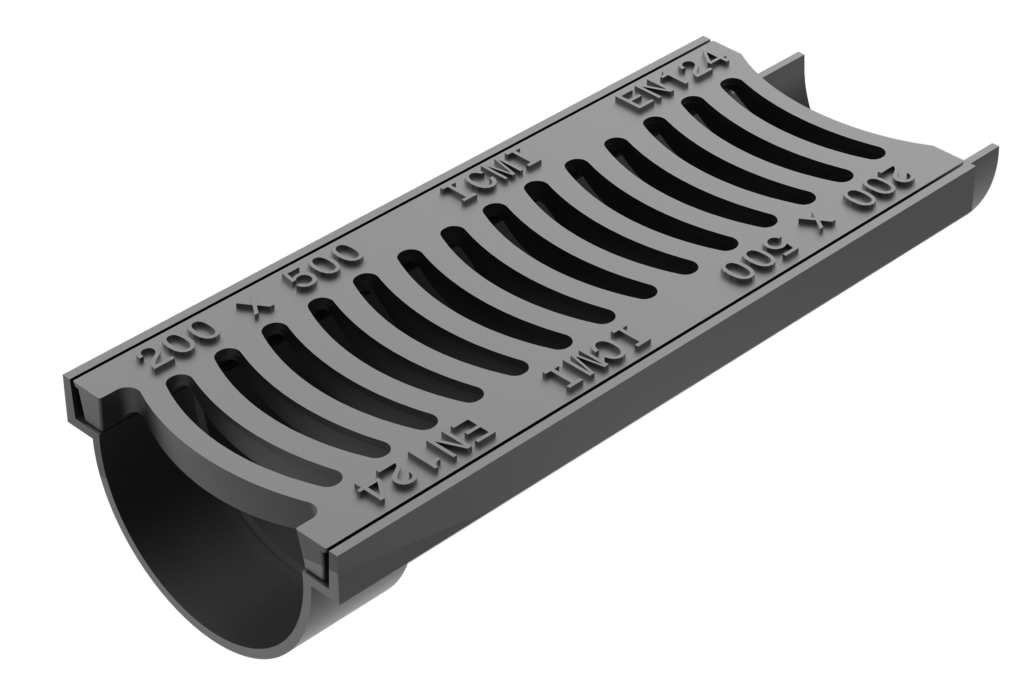
Drainages
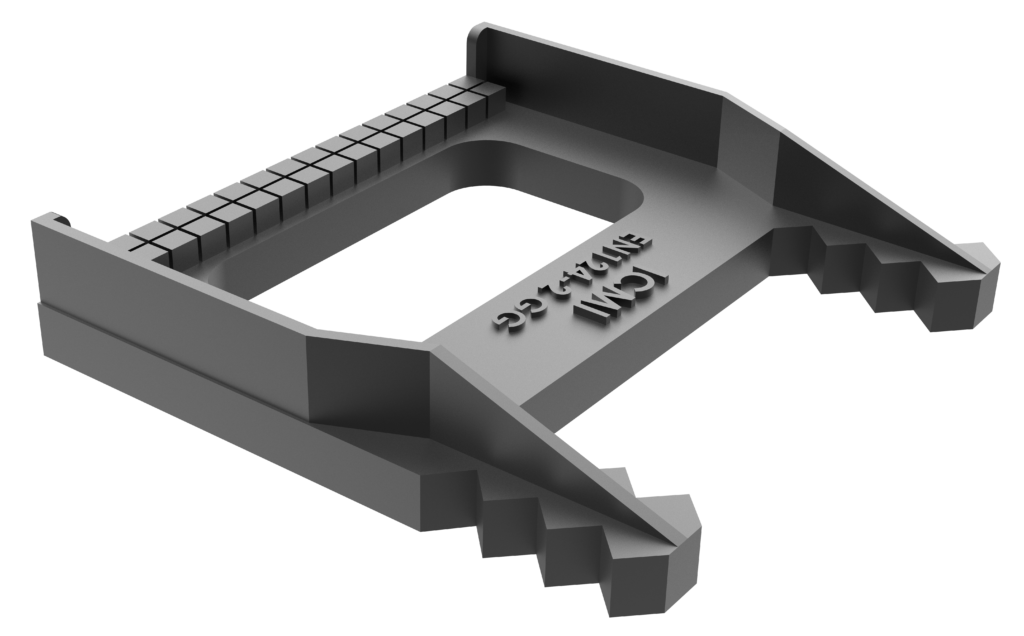
Accessories

Ductile iron Fittings & Pipes
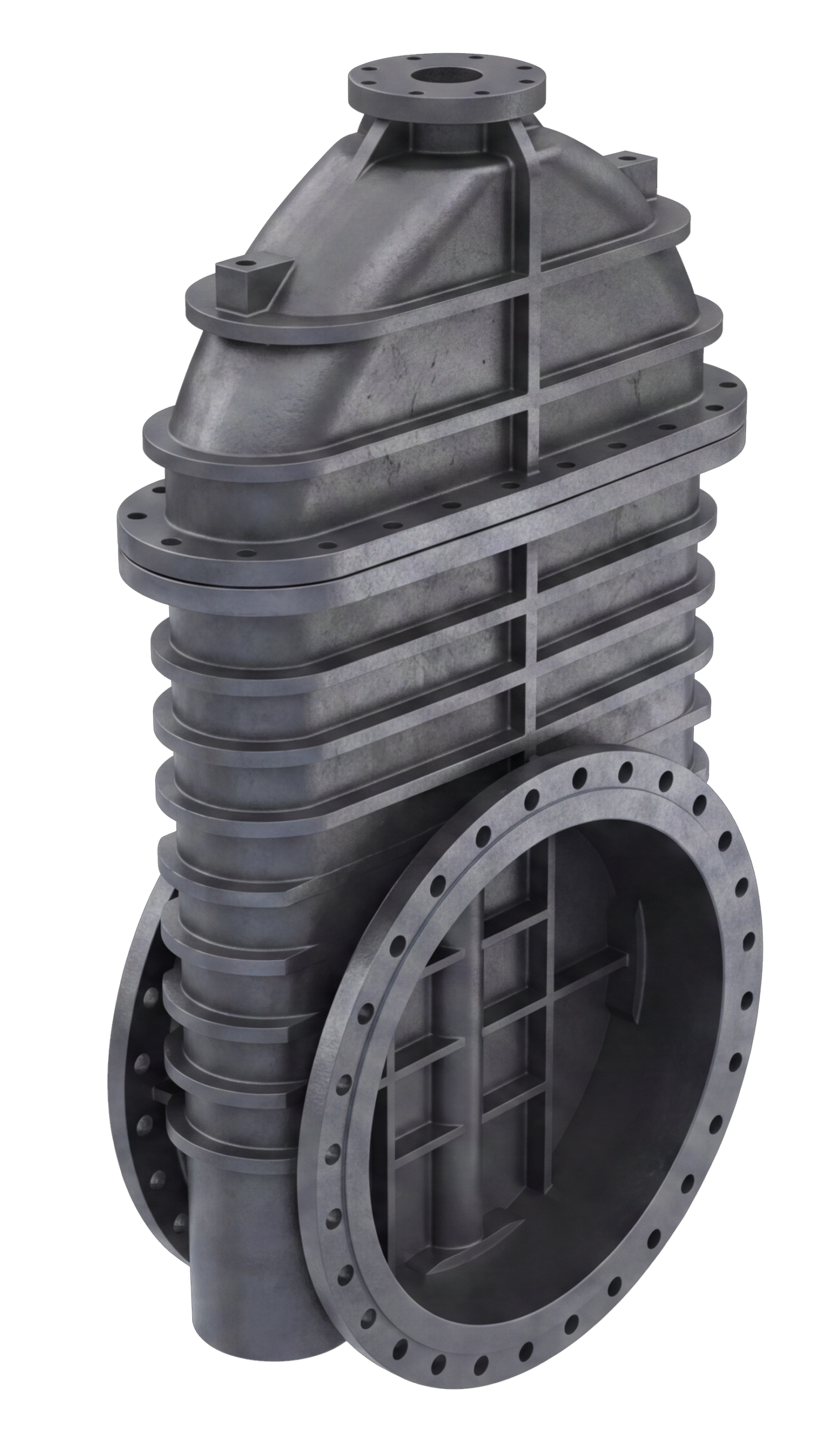
Valves Components
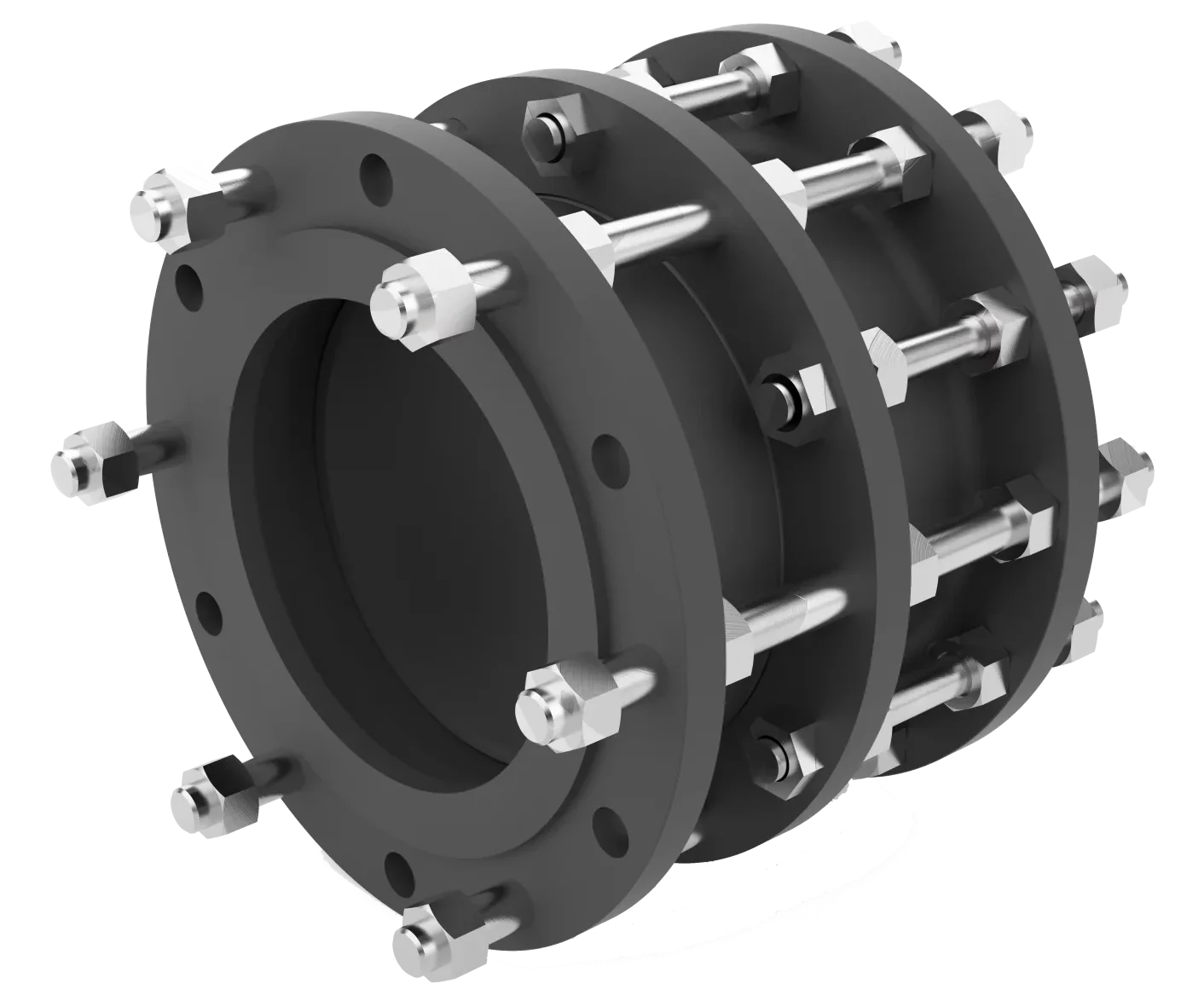
Dismantling Joint Systems

Engineering Parts
Automotive Parts
Trusted Worldwide
Trusted by Industry Leaders
Partnering with global leaders in oil & gas, power generation, and heavy equipment manufacturing